《铣工》 | 第二章 认识铣工 第四节 铣削加工常用刀具
一、铣刀常用种类
铣刀的种类很多,其分类方法也很多,常用的分类方法如下:
(1)按铣刀切削部分的材料分
a.高速工具钢铣刀。高速工具钢铣刀有整体和镶齿两种,它一般比较复杂。
b.硬质合金铣刀。硬质合金铣刀刀片以焊接或机械夹固的方式镶装在铣刀刀体上。
(2)按铣刀刀齿的构造分尖齿铣刀和铲齿铣刀,如图2.39所示。
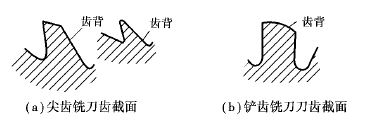
图2.39 铣刀刀齿的构造
a.尖齿铣刀。如图2.39(a)所示,在垂直于刀刃的截面上,其齿背的截形由直线或折线组成。尖齿铣刀制造和刃磨比较容易,刃口较锋利。
b.铲齿铣刀。如图2.39(b)所示,在刀齿截面上,其齿背的截形由阿基米德螺旋线组成。它刃磨时,只要前角不变,其齿形就不变。成形铣刀一般采用铲齿铣刀。
(3)按铣刀的形状和用途分
a.带孔铣刀。其主要类型如图2.40所示。
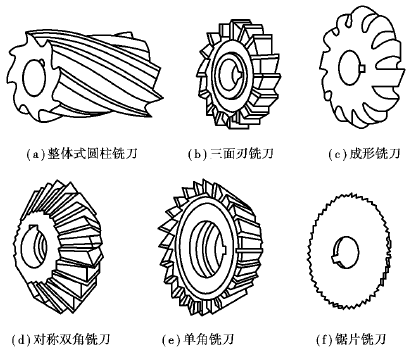
图2.40 带孔铣刀主要类型
b.带柄铣刀。其主要类型如图2.41所示。
图2.41 带柄铣刀主要类型
二、铣刀的几何角度
铣刀是多刃刀具,每个齿相当于一把简单的刀具,如图2.42(a)所示。
铣刀的组成如图2.42(b)所示(以圆柱铣刀为例)。
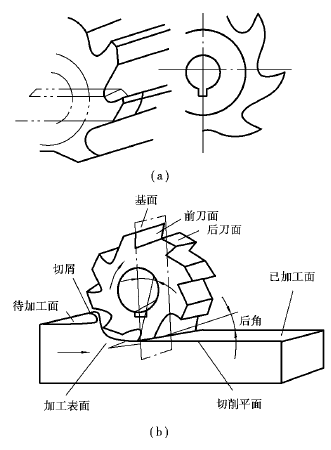
图2.42 铣刀的组成
(1)前刀面
刀具上切屑流过的表面。
(2)主后刀面
刀具上同前刀面相交形成主切削刃的后刀面。
(3)副后刀面
刀具上同前刀面相交形成副切削刃的后刀面。
(4)主切削刃
前刀面与主后刀面的交线。
(5)副切削刃
前刀面与副后刀面的交线。
(6)刀尖
主切削刃与副切削刃的交点。
(7)待加工面
工件上即将被切去的表面。
(8)已加工面
工件已加工的表面。
(9)基面通过刀刃上任意一点并与该点的切削速度方向垂直的平面。
(10)切削平面
通过切削刃并与基面垂直的平面。
(11)前角
前刀面与基面的夹角。
(12)后角
后刀面与基面的夹角。
(13)楔角
前刀面与后刀面的夹角。
三、铣刀切削部分的材料
铣刀切削部分要求高硬度、高耐磨性、足够的强度和韧性、高耐热性(红硬性),良好的工艺性。目前,铣刀切削部分的常用材料有高速工具钢和硬质合金两大类。
(1)高速工具钢(锋钢)
刀具制造简单、刃磨方便,易得到锋利的刀口,韧性较好,工艺性能较好,红硬性较差。常用于冲击较大的场合。
目前,常用作制造刀具的高速钢有:
1)钨系。W18Cr4V(简称钨18)。钨18性能稳定,易刃磨,热处理工艺成熟。
2)钨钼系。W6Mo5Cr4V2Al(501钢),W6Mo5Cr4V5SiNbAl(B201钢)。
(2)硬质合金钢
硬质合金是用钨和钛的碳化物粉末加钴作粘接剂,高压压制成形后,再经高温烧结而成的粉末冶金制品。
和高速钢相比,硬质合金具有高硬度、高耐磨性、高红硬性,但韧性较差。
目前,常用作制造刀具的硬质合金有:
1)K类(钨钴类)。适用于加工铸铁、有色金属等脆性材料或用在冲击性较大的加工。
2)P类(钨钛钴类)。适用于加工钢或韧性较大的塑性金属,不宜加工脆性金属。
3)M类【钨钛钽(铌)钴类】。主要用在不易加工的高温合金、高锰钢、不锈钢、可锻铸铁、球墨铸铁以及合金铸铁等。
四、铣刀的安装
铣刀安装方法正确与否,决定了铣刀的运转精度,影响铣削质量和铣刀的寿命。
铣刀的安装一般要通过刀杆,刀杆是装夹铣刀的过渡工具。铣刀的不同,刀杆的结构及形状略有差异。
(1)带孔的圆柱铣刀和三面刃铣刀的安装
1)带孔的圆柱铣刀和三面刃铣刀的刀杆。圆柱铣刀和三面刃铣刀的刀杆,如图2.43所示。刀杆右端安装铣刀,垫圈可调整其长短,用旋转螺母紧固铣刀。刀杆右端的轴颈与挂架孔相配,以支承刀杆右端。
刀杆左端是一锥度为7:24的锥柄,与铣床主轴内锥孔相配。
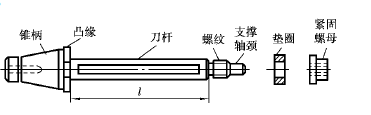
图2.43 带孔的圆柱铣刀和三面刃铣刀的刀杆
2)安装步骤。带孔的圆柱铣刀和三面刃铣刀的安装步骤为:
a.根据铣刀孔直径,选择相应直径的刀杆;
b.做好安装部位的清洁工作;
c.松开铣床悬梁螺母,调整悬梁的长度,与刀杆长度相适应;
d.将刀杆的锥柄装入铣床主轴的锥孔中,刀杆凸缘上的槽对准主轴端部的凸键;
e.安装垫圈和铣刀;
f.安装支架并紧固。
(2)内孔带键槽的套式端铣刀的安装
内孔带键槽套式端铣刀的安装,如图2.44所示。其安装步骤为:
a.根据铣刀孔直径,选择相应直径的刀杆;
b.做好安装部位的清洁工作;
c.将刀杆安装在铣床上,刀杆凸缘上的槽对准主轴端部的凸键;
d.安装铣刀,铣刀孔的键槽对准刀杆上的键;
e.旋紧螺钉,紧固铣刀。

图2.44 内孔带键槽套式端铣刀的安装
(3)端面带键槽套式端铣刀的安装
端面带键槽套式端铣刀的安装,如图2.45所示。其安装步骤为:
a.根据铣刀孔直径,选择相应直径的刀杆;
b.做好安装部位的清洁工作;
c.将凸缘装入刀杆;
d.将刀杆安装在铣床上,刀杆凸缘外部的槽对准铣床主轴端部的凸键;
e.安装铣刀,铣刀孔的键槽对准刀杆凸缘内的凸键,旋入紧固螺钉。
图2.45 内孔带键槽套式端铣刀的安装
(4)直柄铣刀的安装
直柄铣刀的安装,一般通过钻夹头或弹簧夹头,安装在铣床主轴锥孔内。如图2.46所示。直柄铣刀的柄部装入钻夹头或弹簧夹头内,钻夹头或弹簧夹头的柄部装入主轴锥孔内。
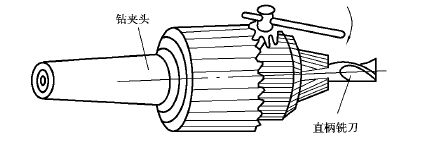
图2.46 直柄铣刀的安装
(5)锥柄铣刀的安装
如果铣刀柄部锥度与铣床主轴锥孔锥度相同,可直接将锥柄铣刀装入铣床主轴锥孔中。
如果铣刀柄部锥度与铣床主轴锥孔锥度不同,可用中间锥套(变形套)来安装,如图2.47所示。安装时,将铣刀装入中间锥套的锥孔中,再将装有铣刀的中间锥套装入铣床主轴锥孔内。
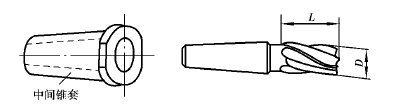
图2.47 借助中间锥套安装锥柄铣刀
铣刀安装后,必须检查,如果检查不合格,应重装。铣刀安装不合格的主要原因有:
a.装刀时,各结合面未清洁干净;
b.主轴锥孔有拉毛现象;
c.刀杆弯曲;
d.铣刀刃磨不准确。
 公安备案号 50011202501662
公安备案号 50011202501662