《铣工》 | 第四章 铣削台阶及直角沟槽 第二节 铣削台阶实例
在X6132型万能铣床上,用一把三面刃铣刀,加工如图4.7所示的零件的台阶(其他已加工好)。
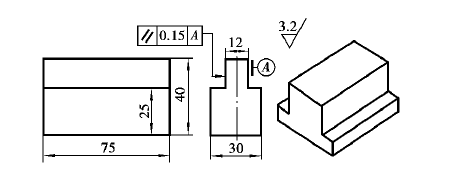
图4.7 铣削台阶实例零件图及形状示意图
一、熟悉图样要求
零件毛坯为矩形,加工后台阶宽度为9毫米,深度为15毫米,表面粗糙度要求为3.2微米,凸台左侧面对右侧的平行度是15毫米。
二、选择铣刀
选择宽度为12毫米、孔径为27毫米、外径为80毫米、齿数为12的三面刃铣刀。
三、装夹工件
根据工件外形和大小,采用机床用平口虎钳装夹。
(1)安装平口虎钳
a.将平口虎钳安装在工作台上。
b.用百分表校正固定钳口与工作台纵向进给方向。
c.压紧。
(2)安装工件
将工件装夹在钳口内,并在工件下面垫上适当厚度的平行垫铁,使工件高出钳口14毫米左右。用铜棒轻轻敲击,使工件与平行垫铁贴紧后夹紧。
四、确定铣削用量
根据工件加工表面粗糙度的要求,分粗、精铣两步进行。粗铣时,切去加工表面大部分余量。每面为精铣留0.5毫米的余量。调整铣床主轴转速为95转/分,进给量为47.5毫米/分。
五、铣削操作方法
(1)对刀
对刀包括深度对刀和侧面对刀,主要用来调整工件的铣削层深度和宽度。
a.深度对刀,在工件上表面贴一张纸,开动铣床,调整各方向手柄,使铣刀外圆切削刃刚擦到薄纸,记下垂直刻度盘的刻度值,退出工件。粗铣时把铣削层深度调整到14.5毫米,精铣时,工作台再上升0.5毫米。
b.侧面对刀。如图4.8所示,调整铣刀位置。在工件侧面贴一张薄纸,开动铣床,缓慢地横向移动工作台,使铣刀一侧面擦到薄纸,如图4.8(a)所示,记下横向刻度盘的刻度值,然后纵向移动工作台,退出工件。
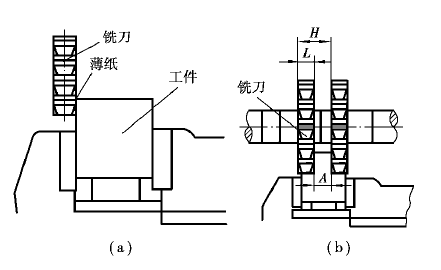
图4.8 调整铣刀
根据要求,横向调整粗铣时的铣削宽度为8.5毫米,为精铣留0.5毫米的余量,紧固横向工作台,开始铣削。
(2)粗、精铣一侧台阶
a.粗铣一侧台阶。对刀完成后,开动铣床,纵向移动工作台,粗铣出一侧台阶。
b.检测余量。用量具检测为精铣所留的余量。
c.精铣该侧台阶。根据测量结果,调整垂直和横向工作台的刻度,精铣该侧台阶,使其达到图样要求。
(3)粗、精铣另一侧面
a.横向移动工件24.5毫米。铣削台阶的另一侧面时,可不必重新调整铣削层深度,只是将工件横向移动24.5毫米即可,如图4.8(b)所示。
工作台横向移动距离24.5毫米=台阶的凸台宽度12毫米+铣刀宽度12毫米+0.5毫米的余量。
实际操作中由于受铣刀的侧面摆差和铣床横向丝杠间隙的影响,不宜使工作台一次移动到位。一般情况下,工作台实际移动距离应比计算值大0.5毫米左右。
b.试切后,进行测量。
c.根据测量结果,准确调整工作台横向位置,再进行铣削。
另外,也可采用换面法来加工。加工完毕一侧台后,松开机床用平口虎钳,将工件转过180°,并使工件底面与平行垫铁紧密贴合,夹紧后再加工另一侧台阶。
六、检测工件
(1)铣削完毕,卸下工件。
(2)用游标卡尺和游标深度尺(或千分尺)测量台阶的宽度和深度。
(3)用铣削粗糙度样板对比检测工件的表面粗糙度。
(4)用0.01毫米的千分尺测量平行度。
(作者: 饶传锋 胡云翔 董代进)
 公安备案号 50011202501662
公安备案号 50011202501662